- 特殊なねじを豊富に取りそろえています
- エンザート正規代理店
- 16時までのご注文で当日出荷


- 目次
- 各タイプ別下穴参考値表
- 302型 307・308型/307 2型・308 2型/317・318型/337・338型 303型 347・348型 305型 309型
- 1.相手材と下穴の関係
- 2.材料ハンドブックの強度表示と実情数値
- 3.熱処理されたアルミ合金
- 4.アルマイト加工されたアルミ部品
- 5.エンザート加工の試作
- 6.小さすぎる下穴の弊害
- 7.下穴の目安
- 目次
- 各タイプ別下穴参考値表
- 302型 307・308型/307 2型・308 2型/317・318型/337・338型 303型 347・348型 305型 309型
- 1.相手材と下穴の関係
- 2.材料ハンドブックの強度表示と実情数値
- 3.熱処理されたアルミ合金
- 4.アルマイト加工されたアルミ部品
- 5.エンザート加工の試作
- 6.小さすぎる下穴の弊害
- 7.下穴の目安

エンザートって種類が違っても同じ下穴径じゃないの?

エンザートのタイプや相手材によって下穴径が違ったり、
切削加工の容易さなどで微調整が必要な場合もあるから注意が必要なんじゃ。

なるほど! まずは試作をして下穴径をしっかり決めた方がよさそうだね!
エンザートって種類が違っても同じ下穴径じゃないの?
エンザートのタイプや相手材によって下穴径が違ったり、
切削加工の容易さなどで微調整が必要な場合もあるから注意が必要なんじゃ。
なるほど! まずは試作をして下穴径をしっかり決めた方がよさそうだね!
各種タイプ別下穴参考値






各種タイプ別下穴参考値
エンザートの確認・注意点
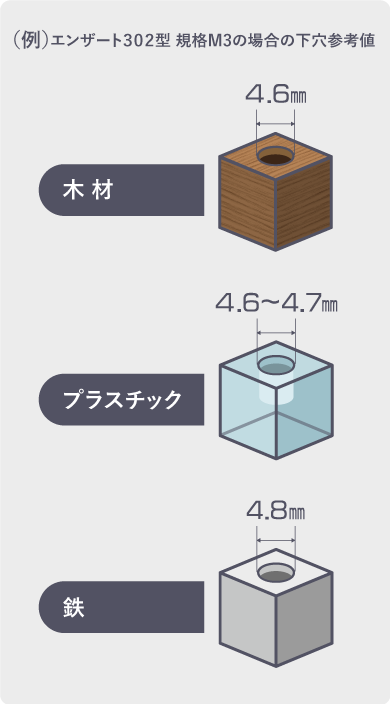
エンザートの下穴径はタップ用の下穴径と違い様々な相手材の異なる被削性や加工性によって微調整する必要があります。
材料独自の加工性は数値で表わせないため、それに代えて相手材の引張強さや硬度を基準に下穴参考値を決めています。

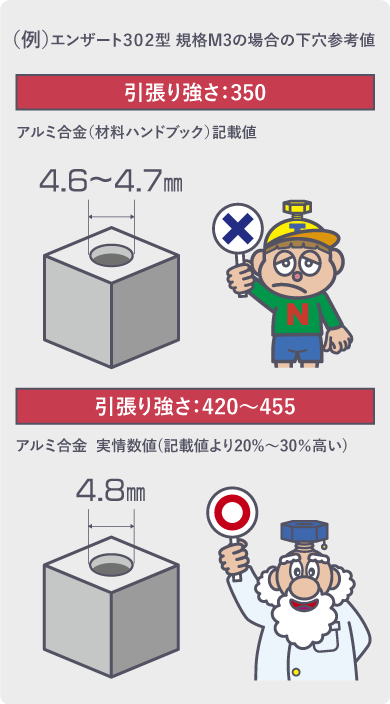
材料ハンドブック等には規格材の強度や硬度の下限値の目安が記載されています。
アルミ合金を例にとれば実際の材料の引張り強さは記載されている数値より20〜30%高いのが実情です。
このことも下穴を設定する際に考慮する必要があります。

アルミ合金の熱処理は下穴径の選定に重要な影響があります。
熱処理の有無を必ず確認し熱処理がされている場合は処理後の強度を基準に下穴径を設定してください。
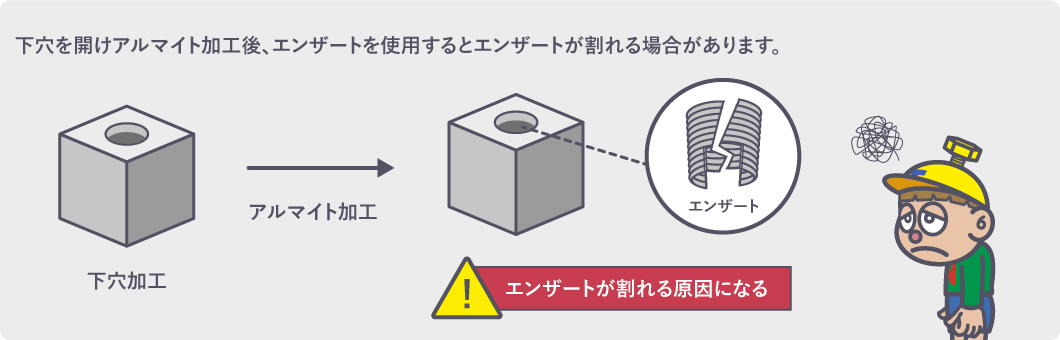
アルマイト加工されたアルミ部品の下穴はアルマイト処理後にあけてください。 あらかじめ下穴をあけ、アルマイト加工を行うと、エンザートが割れる場合があるのでエンザートの使用を避けてください。
上記のように不確定な要素が多いためエンザートを初めて使用される際は、必ず試作を通し、経験的に下穴径を選定してください。
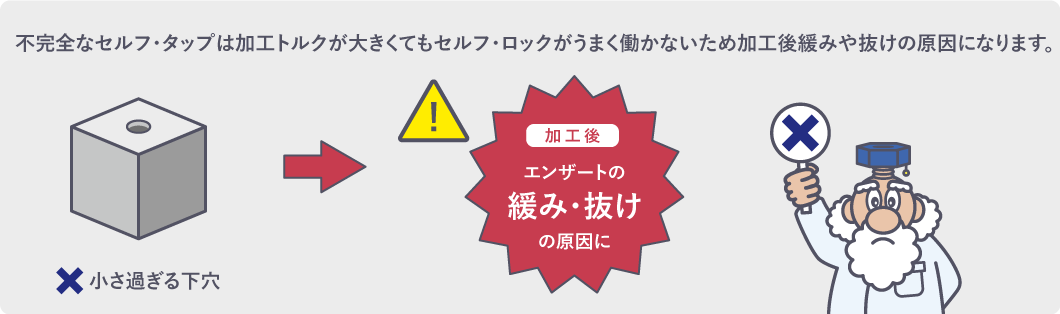
エンザートの加工では常に刃先を相手材にセルフ・ロックさせることが大切です。
使用する相手材に対して下穴径が小さすぎる場合は加工中にピッチ遅れが生じたり相手材のねじ山破壊が生じる可能性があります。
こうした不完全なセルフ・タップは加工トルクが大きくてもセルフ・ロックがうまく働かないため加工後の緩みや抜けの原因になりす。
過大な加工トルクはエンザート工具の先端スタッドやベアリングの破損を招きます。
プラスティック及びアルミ合金で特に被削性の悪い材質は試作を通して下穴径を設定する必要があります。
下記は一般的に使われている素材の下穴径の目安として参照してください。
| 相手材 | エンザートのタイプ | ひっかかり率 |
|---|---|---|
| ▪※1可塑性の高いプラスチック ▪硬質木材 |
302型 | 50%〜60% |
| ▪硬質樹脂 | 302型 | 40%〜60% |
| ▪SMC・BMC | 307型/308型 | 60〜70% |
| ▪※2快削性のあるアルミ鋳物 | 302型 | 40〜50% |
| ▪強度の高いアルミ型材等 | 307型/308型 | 50〜60% |
※1可塑性=個体に外力を加えて変形させ、力を取り去っても元にもどらない性質
※2快削性=切削加工をうけた製品の表面も,切削中に切りくずが細かく切れて飛ぶ状況で加工されたほうが美しく仕上がる。このような切削状況をつくり出す鋼の性質。
エンザートの確認・注意点
エンザートの下穴径はタップ用の下穴径と違い様々な相手材の異なる被削性や加工性によって微調整する必要があります。
材料独自の加工性は数値で表わせないため、それに代えて相手材の引張強さや硬度を基準に下穴参考値を決めています。
材料ハンドブック等には規格材の強度や硬度の下限値の目安が記載されています。
アルミ合金を例にとれば実際の材料の引張り強さは記載されている数値より20〜30%高いのが実情です。
このことも下穴を設定する際に考慮する必要があります。
アルミ合金の熱処理は下穴径の選定に重要な影響があります。
熱処理の有無を必ず確認し熱処理がされている場合は処理後の強度を基準に下穴径を設定してください。
アルマイト加工されたアルミ部品の下穴はアルマイト処理後にあけてください。 あらかじめ下穴をあけ、アルマイト加工を行うと、エンザートが割れる場合があるのでエンザートの使用を避けてください。

上記のように不確定な要素が多いためエンザートを初めて使用される際は、必ず試作を通し、経験的に下穴径を選定してください。
エンザートの加工では常に刃先を相手材にセルフ・ロックさせることが大切です。
使用する相手材に対して下穴径が小さすぎる場合は加工中にピッチ遅れが生じたり相手材のねじ山破壊が生じる可能性があります。
こうした不完全なセルフ・タップは加工トルクが大きくてもセルフ・ロックがうまく働かないため加工後の緩みや抜けの原因になりす。
過大な加工トルクはエンザート工具の先端スタッドやベアリングの破損を招きます。

プラスティック及びアルミ合金で特に被削性の悪い材質は試作を通して下穴径を設定する必要があります。
下記は一般的に使われている素材の下穴径の目安として参照してください。
| 相手材 | エンザートのタイプ | ひっかかり率 |
|---|---|---|
| ▪※1可塑性の高いプラスチック ▪硬質木材 |
302型 | 50%〜60% |
| ▪硬質樹脂 | 302型 | 40%〜60% |
| ▪SMC・BMC | 307型/308型 | 60〜70% |
| ▪※2快削性のあるアルミ鋳物 | 302型 | 40〜50% |
| ▪強度の高いアルミ型材等 | 307型/308型 | 50〜60% |
※1可塑性=個体に外力を加えて変形させ、力を取り去っても元にもどらない性質
※2快削性=切削加工をうけた製品の表面も,切削中に切りくずが細かく切れて飛ぶ状況で加工されたほうが美しく仕上がる。このような切削状況をつくり出す鋼の性質。
■代金引換
代引き手数料はお客様ご負担とさせて頂きます。
■クレジットカード
【ご利用可能なカードの種類】

 ※場合により会社間取引または銀行振込でのお支払いをお願いすることがあります。
※場合により会社間取引または銀行振込でのお支払いをお願いすることがあります。
※同一商品で1点の小計金額が200円未満の場合は、一式200円で計上させて頂きます。
送料がかかります。
商品代(税別)が10,000円をこえた場合、送料無料となります。
代引手数料をお客様ご負担とさせて頂きます。
全国一律300円(税別)
営業日:午後4時まで(月~金曜日)のご注文は即日発送できます。
休業日の土・日・祝日は、翌営業日に発送いたします。
但し、在庫切れの場合は4~6日納期を頂きます。
配送業者は弊社指定業者となります。指定はできません。
お客様に安心してお買い物をいただけるよう、個人情報の取り扱い、セキュリティに細心の注意を払っております。
お客様の個人情報の保護を第一に法律遵守で営業しております。
プライバシーポリシー
ご返品は弊社のミスによる不良品(破損等)のみ承っております。
商品到着日より7日以内にご連絡ください。万一商品がお届け時に破損していたり、ご注文と違った品が届いた場合は、お手数ですが着荷後7日以内にご返送ください。
責任をもってお取替いたします。
※返送料は弊社が負担いたします。
お客様のご都合による返品・交換の場合、事前にメールでご連絡の上、商品を返送して下さい。
※返送料はお客様のご負担となります。
返品・交換・キャンセルをお受けできない場合があります。
株式会社 杉本産業
本社 〒860-0833 熊本県熊本市中央区平成3丁目2番3号
[TEL] 096-378-0100 [FAX] 096-379-5400
https://www.sgmto.co.jp/
大阪営業所 〒550-0013
大阪市西区新町1丁目10番24号 四ツ橋YHビル5階
[TEL] 06-6537-9549 [FAX] 06-6537-9649